型材挤压散热器的铸锭质量要求
来源:www.jsrdlykj.cn 发表时间:2019-10-21
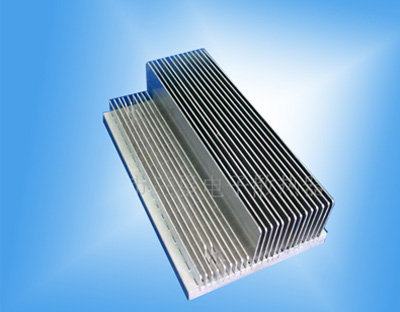
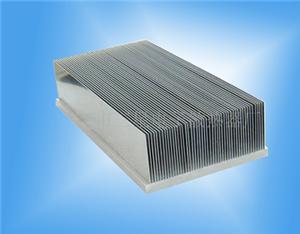
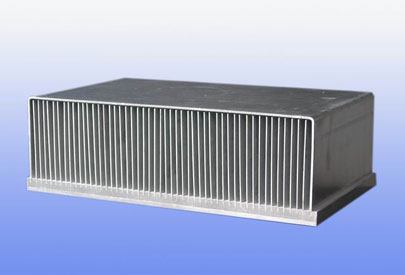
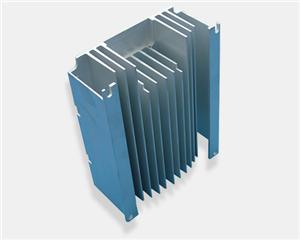
型材挤压散热器散热器型材有一部分尺寸较小.形状对称的产品比较容易生产,大部分散热器型材扁宽形,外形尺寸较大,有的不对称,散热片之间的槽形深宽比很大,其生产难度较大。需要从铸锭、模具、挤压I艺几方面配合,才能顺利生产出型材挤压散热器。型材挤压散热器的型材用的合金必须具有良好的可挤压性和导热性,一般用的有1A30. 1035和6063等合金。目前普遍使用较多的是6063合金,因为它除了有良好的可挤压性、导热性外,还有较好的力学性能。
型材挤压散热器的型材生产要从铸锭的质量、模具的材质和设计.减少挤压力以及挤压工艺等方面着手。
铸锭的合金成分要严格控制杂质含量,保证合金成分的纯洁度。对于6063合金要控制Te、Mg.Si的含量。Fe的含量应小于0.2%,MgSi的含量-.般都控制在国家标准的下限,Mg含量0.45%~0.55%,Si含量0.25%一0.35%。铸锭要经过充分的均匀化处琿,使铸锭的组织、性能均匀一致。
铸锭的表面要光滑,不允许有偏析瘤或粘有沙泥。铸锭的端面要平整,不能切成台阶状或切斜度太大(切斜度应在3mn以内)。因为台阶状或切斜度太大,用平面模挤压散热型材时,如果没有设计导流模,铸锭直接碰到模具,由于铸锭端面不平,出现有的地方先接触模具,产生应力集中,易把模具的齿形挤断,或造成出料的先后不一,容易产生堵模或挤压成型不好的现象。
相关新闻
- 江苏荣达铝业科技有限公司祝大家国庆节快乐!
- 型材挤压散热器结构类型
- 铆接散热器漏水的解决办法
- 铆接散热器网购出现质量问题该怎么办?