为什么要减少型材挤压散热器的挤压力?
来源:www.jsrdlykj.cn 发表时间:2018-08-14
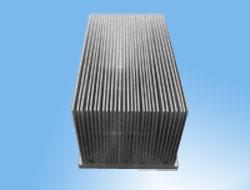
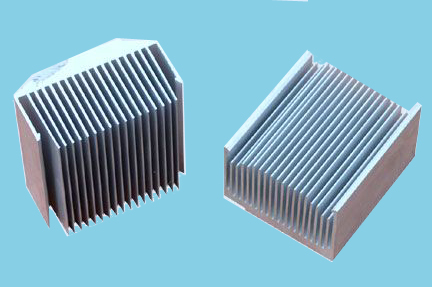
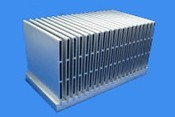
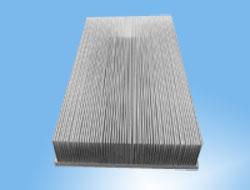
为了防止模具断齿应尽量减少挤压力,而挤压力与铸锭的长、合金变形抗力的大小、铸锭的状态、变形程度的大小等因素有关。因此挤压散热铝型材的铸棒不宜太长,约为正常铸棒长度的(0.6——0.85倍)。特别是在试模和挤压第一根铸棒时,为确保能顺利生产出合格的产品,要用更短的铸棒,即正常铸棒长度(0.4——0.6)倍的铸棒来试模。对于形状复杂的散热大喊型材断面,除了缩短铸棒的长度外,还可考虑用纯铝短铸做第一次试挤压,试挤成功后再用正常铸锭进行挤压生产。铸锭均匀化退火不仅可以使组织和性能均匀,而且可以提高挤压性能和降低挤压力,所以要求铸锭必须均匀化退火。至于变形程度的影响,由于散热器型材的断面积一般都比较大,挤压系数一般在40以内,因此其影响较小。
相关新闻
- 插片散热器的生产流程
- 什么是型材挤压散热器?型材挤压散热器的生产工艺
- 插秧机配件的优质和检修
- 如何可以选择到满意的型材挤压散热器?